Простая индукционная печь. Как собрать индукционную печь – схемы и инструкции
ПЛAВИЛЬНAЯ ПEЧЬ - это устройство, предназначенное для плавки шихты черного или цветного металла. Преимущества в том, что плавильная масса отлично перемешивается, если используется индукционная плавильная печь для плавки металла, за счет действия вихревых электрических токов. Нужна плaвильнaя пeчь с хорошими характеристиками? ZAVODRR - транзисторные, тиристорные печи для меди, чугуна, алюминия, стали на 5 - 5000 кг.
Как устроены плaвильные пeчи?
Как устроены плавильные печи? ПЛАВИЛЬНЫЕ ПЕЧИ - это хороший способ переплавлять как черные, так и цветные металлы, такие как алюминий, сталь, чугун, нержавейка, медь. Индукционные плавильные печи имеют не сложное устройство, работают под силой электромагнитного поля, способны равномерно перемешивать металл во время плавки. На индукционных печах имеется крышка, и устройство для слива металла в литейный ковш . Компания РОСИНДУКТОР предлагает плавильные печи транзисторного или тиристорного исполнения на редукторе и гидравлики.
Преимущество печей на редукторе это возможность ручного (аварийного) слива металла, гидравлики - это плавность наклона плавильного узла. Плавильные печи поставляются с одним или двумя плавильными узлами, внутри каждого плавильного узла располагается индуктор. Индуктор выполнен в виде медной катушки состоящей из множества витков, трубка может быть как круглого, так и прямоугольного сечения.
Охлаждение плавильного узла производится при помощи чиллера или градирни . Во время плавки металла необходимо охлаждать два контура: реактор (располагается внутри тиристорного преобразователя) и сам индуктор плавильного узла. Плавильный узел имеет два варианта тигиля: графитовый и футерованный (выполняется вручную из футерованной смеси). Графитовые тигиля используются для переплавки цветных металлов, для черных металлов используют футеровку.
 Нижний-Новгород
Нижний-Новгород
 Челябинск
Челябинск
 Красноярск
Красноярск
 Минск Белоруссия
Минск Белоруссия
 Челябинск
Челябинск
 Пермь
Пермь
 Курган
Курган
 Челябинск
Челябинск
 Москва
Москва
 Оренбург
Оренбург
 Казань
Казань
 Волгоград
Волгоград
 Челябинск
Челябинск
 Челябинск
Челябинск
 Луганск
Луганск
 Ульяновск
Ульяновск
 Челябинск
Челябинск
 Архангельск
Архангельск
Плавильные печи - транзисторные
 Транзисторная индукционная плавильная печь предназначена для шихты черных и цветных металлов.. Она произведена базе среднечастотного индукционного нагревателя, который собран при помощи MOSFET транзисторов и IGBT модулей, что позволяет экономить на электроэнергии до 35%, имея высокий КПД 95%.
Транзисторная индукционная плавильная печь предназначена для шихты черных и цветных металлов.. Она произведена базе среднечастотного индукционного нагревателя, который собран при помощи MOSFET транзисторов и IGBT модулей, что позволяет экономить на электроэнергии до 35%, имея высокий КПД 95%.
Индукционные плавильные печи на базе транзисторов подходят небольшим промышленным литейным предприятиям, которым необходимо переплавлять небольшое количество металла. Из преимущества плавильных печей можно отметить их мобильность и простоту обслуживания, так как они используют графитовый тигель, поэтому экономиться время на изготовление футеровки и ее сушки.
 Компания Росиндуктор предлагает купить индукционные плавильные печи LEGNUM (Тайвань), эти печи являются самыми популярными среди российских покупателей. Тиристорная индукционная плавильная печь Legnum поставляются в двух модификациях на гидравлике и редукторе, основными покупателями являются средние и крупные плавильные производства с производительность от 2000 тонн/год.
Компания Росиндуктор предлагает купить индукционные плавильные печи LEGNUM (Тайвань), эти печи являются самыми популярными среди российских покупателей. Тиристорная индукционная плавильная печь Legnum поставляются в двух модификациях на гидравлике и редукторе, основными покупателями являются средние и крупные плавильные производства с производительность от 2000 тонн/год.
 В комплекте поставки индукционной плавильной печи идут два плавильных узла, они устанавливаются на заранее подготовленный фундамент. Главными преимуществами является экономичность в среднем на 20-30% экономичнее любых других аналогов представленных на Российском рынке, надежность, современный дизайн и доступная цена. Росиндуктор поставляет индукционные плавильные печи не только во все регионы РОССИИ, а так же страны бывшего СНГ. Обратившись в нашу компанию, будьте уверены индукционная плавильная печь, которую вы покупаете, имеет гарантированно лучшую цену, качество, надежность и условия поставки.
В комплекте поставки индукционной плавильной печи идут два плавильных узла, они устанавливаются на заранее подготовленный фундамент. Главными преимуществами является экономичность в среднем на 20-30% экономичнее любых других аналогов представленных на Российском рынке, надежность, современный дизайн и доступная цена. Росиндуктор поставляет индукционные плавильные печи не только во все регионы РОССИИ, а так же страны бывшего СНГ. Обратившись в нашу компанию, будьте уверены индукционная плавильная печь, которую вы покупаете, имеет гарантированно лучшую цену, качество, надежность и условия поставки.

Преимущества плавки металла в плавильных печах является экономичность. Это происходит из-за выделения большого количества тепла при нагреве металла, поэтому печи потребляют относительно не большую мощность. Если делать сравнение между транзисторными и тиристорными печами, то первые экономичнее на 25%, но их стоимость при одинаковой мощности заметно выше. Самые распространённые печи с температурой плавки 1650 °C, при этой температуре можно расплавить любую не тугоплавкую шихту.

Вовремя плавки металла управление печью происходит механическим способом или дистанционно. В обоих случаях управлять процессом должен обученный персонал, имеющий соответствующие разрешения и допуски. Компания Росиндуктор выполняет работы по настройке преобразователей, устранению неисправностей и поддержке плавильного оборудования в рабочем состоянии.
При выборе плавильной печи необходимо задуматься о выборе тигиля. От этого зависит какой металл будет плавиться и сколько плавок он сможет выдержать. В среднем тигель выдерживает от 20 до 60 плавок. Для долгой службы тигиля надо использовать качественные и надежные материалы. Время плавки металла занимает не более 50 минут, на разогретой плавильной печи, поэтому печь небольшого объема и мощности может иметь высокую производительность.
В комплекте поставки плавильные печи включают в себя основные элементы: тиристорный или транзисторный преобразователь частоты, плавильные узлы, конденсаторные батареи, шаблоны, водоохлаждаемые кабеля, пульты управления, системы охлаждения.
 Индукционная плавильная печь 5 - 5000 кг
Индукционная плавильная печь 5 - 5000 кг
Индукционная плавильная тигельная печь на 5 - 5000 кг плавки, в легком корпусе из алюминиевого сплава, с ТПЧ и редуктором наклона. Индукционная тигельная печь с тиристорным преобразователем предназначена для плавки черных и цветных металлов на литейных заводах. Печь используется для нагрева расплава меди, стали и чугуна. Круглосуточный режим работы печи возможен при необходимости.
Плaвильныe печи для алюминия

Плавильные печи для алюминия имеют свои особенности, ведь температура плавления у алюминия составляет 660 °C, (390 кДж/кг). При выборе печи под алюминий вы должны знать, что тиристорный преобразователь не должен быть мощный, а сам плавильный узел отличается своими размерами от узла для стали или меди в 2-3 раза. Соответственно не рекомендуется в нем производить плавки других металлов.
Плавить алюминиевые сплавы можно в печах с нефтяным, газовым и электрическим обогревом, в пламенных отражательных печах, но самый качественный металл и высокая скорость получается при плавке в индукционных плавильных печах, за счет однородного состава шихты, которая отлично перемешивается в индукционном поле.
Плaвильныe печи для стали

Плавильные печи нагреваются до своей максимальной температуре при плавки стали 1500 - 1600 °С и сопровождается сложными физико-химическими процессом. При переплавке стали, необходимо снизить содержания кислорода, серы и фосфора, образующих оксидные и сульфидные элементы, который снижают качество стали.
Особенность плавки стали в плавильных печах является использование футеровочных смесей, в отличие от плавки меди, где применяется графитовый тигель. Плавильные печи хорошо перемешивают металл, за счет индукционного поля, которое выравнивает химический состав стали.
Указанные выше преимущества, отлично подходят при выплавке легированных сталей, с минимальными потерями легирующих элементов: вольфрама - около 2%, марганца, хрома и ванадия - 5 - 10%, кремния - 10 - 15%, учитывая дефицитность и высокую стоимость легирующих элементов.
Плавка стали имеет следующие особенности и преимущества:
- Самые важные отливки плавятся, используя метод окисления, ведь во время кипения металла, удаляются все неметаллические включения, и происходит понижение содержания фосфора. Состав шихты берется лома углеродистых сталей или чугуна, для получения среднего содержания углерода 0,5 %;
- Если вы собираетесь плавить сталь с высоким содержанием марганца, алюминия, хрома надо выбирать кислую футеровку, ведь стойкость тигля будет в два раза выше;
- Перед началом плавки тигель забивается металлом, но верх не следует забивать плотно, это может привести к образованию сводов и соответственно угару металла, так как шихта будет осаживаться во время плавки нижних кусков;
- Время плавки стали составляет от 50-70 минут, в зависимости от разогрева плавильного узла;
- Плавильные печи для стали, имеют высокую производительность при производстве отливок небольшой массы и размера.

Медь, медные сплавы, бронза, латунь можно расплавить во всех плавильных печах, где поддерживается температурный режим 1000 - 1300 °С. Однако предпочтительнее использовать индукционные плавильные печи, так как одна плавка в них не будет превышать 40 минут. Медь, которую сегодня используют в России, не отличается особой чистотой. Обычно она содержит следующие примеси: железо, никель, сурьма, мышьяк. Чистым металлом считается медь с содержанием примесей 1%.
Основное важное качество металла - это высокие показатели электропроводности и теплопроводности. Этим обуславливается невысокая температура для плавки. Температура плавки меди - 1084°С. Медь является достаточно гибким металлом, который широко используют в различных технических отраслях промышленности, вот некоторые ее особенности:
- Плавить медь можно в открытой среде, в вакууме и в среде защитных газов;
- В вакууме плавят медь для получения бескислородной меди, с возможностью понизить O (Oxygenium) кислород практический до нуля 0,001 %;
- Основная шихта при получении бескислородной меди это катодные листы 99,95 %, перед тем как загрузить листы в печь необходимо их разрезать, промыть и просушить от электролита;
- Футеровка плавильной печи выше уровня металла делают из магнезита;
- Чтобы избежать окисления, плавка ведется с применением древесного угля, флюсов, стекла и других компонентов.
Индукционная печь для плавки металла
Индукционная печь для плавки металла нагревает шихту металла токами высокой частоты (ТВЧ) в индуцируемом электромагнитном поле под воздействием вихревых электрических токов. Плавильные печи тратят большое количество электроэнергии, поэтому мы предлагаем печи не только с тиристорным преобразователем , но и экономичным транзисторным . Печь использует футеровку или графитовый тигель, в обоих случаях их хватает только на 20-40 плавок. Высокая температура плавления, позволяет производить одну плавку металла за 50 минут.
ZAVODRR - печи для плавки металлов от российских, азиатских и европейских производителей с емкостью тигля от 1 до 10 000 кг. Поставка, монтаж, запуск и не дорогое обслуживание печей.
Давайте рассмотрим особенности печей для плавки черных, цветных и драгоценных металлов:
- Печь для плавки алюминия (плавка алюминия в печах производится при температуре 660 °C, температура кипения 2400 °C, плотность 2698 кг/см³);
- Печь для плавки чугуна (плавка чугуна 1450 - 1520 °C, плотность 7900 кг/м³);
- Печь для плавки меди (плавка меди 1083°C, температура кипения 2580°C, плотность 8920 кг/см³);
- Печь для плавки золота (плавка золота 1063°C, температура кипения 2660°C, плотность 19320 кг/см³);
- Печи плавки серебра (плавка серебра 960°C, температура кипения 2180°C, плотность 10500 кг/см³);
- Печь для плавки стали (плавка стали в печах 1450 - 1520 °C, плотность 7900 кг/м³);
- Печь плавки железа (плавка железа 1539°C, температура кипения 2900°C, плотность 7850 кг/м3);
- Печи для плавки титановых сплавов (плавка титана 1680°C, температура кипения 3300°C, плотность 4505 кг/м³);
- Печь для плавки свинца (плавка свинца в печах 327°C, температура кипения 1750°C, плотность 1134 кг/см³);
- Печь плавки латуни (плавка латуни в печах 880—950 °C. плотность 8500 кг/м³);
- Печи плавки бронзы (плавка бронзы в печах, 930—1140 °C 8700 кг/м³).
Индукционная плавильная печь применяется для плавления металлов и сплавов уже на протяжении последних нескольких десятилетий. Устройство получило широкое распространение в металлургической и машиностроительной областях, а также в ювелирном деле. При желании простую версию этого оборудования можно изготовить своими руками. Рассмотрим принцип работы и особенности применения индукционной печи подробнее.
Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из подручных материалов. Классическая конструкция имеет три блока:
- Генератор, который создает ток высокой частоты переменного типа. Именно он создает электрический ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
- Индуктор отвечает за создание магнитного поля, которое и нагревает металл.
- Тигель предназначен для плавки материала. Он помещается в индуктор, а обмотка подключается к источникам тока.
Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых различных отраслях промышленности.
К основным достоинствам индуктора можно отнести нижеприведенные моменты:
- Современное устройство способно направлять магнитное поле, за счет чего повышается КПД. Другими словами, проходит нагрев шихты, а не устройства.
- За счет равномерного распространения магнитного поля заготовка нагревается равномерно. При этом с момента включения устройства до плавки шихты уходит небольшое количество времени.
- Однородность получаемого сплава, а также его высокое качество.
- При нагреве и плавлении металла не образуются испарения.
- Сама установка безопасна в применении, не становится причиной образования токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои определенные особенности.
Виды индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи катушки. Именно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет небольшие каналы, которые расположены вокруг индуктора. Для генерации переменного магнитного поля внутри расположен сердечник.
- Тигельная. Эта конструкция характеризуется наличием специальной емкости, которую называют тигель. Изготавливается она из тугоплавкого металла с высоким показателем температуры плавления.
Важно, что канальные индукционные печи обладают большими габаритными размерами и предназначаются для промышленного плавления металла. За счет непрерывного процесса плавки можно получать большой объем расплавленного металла. Канальные индукционные печи применяются для плавки алюминия и чугуна, а также других цветных сплавов.
Тигельные индукционные печи характеризуются относительно небольшими размерами. В большинстве случаев подобного рода устройство применяется в ювелирном деле, а также при плавке металла в домашних условиях.
Создавая печь своими руками можно провести регулировку мощности, для чего изменяется количество витков. Стоит учитывать, что при повышении мощности устройства требуется более емкая батарея, так как повышается показатель энергопотребления. Для того чтобы снизить температуру основных элементов конструкции устанавливается вентилятор. При длительной эксплуатации печи ее основные элементы могут существенно нагреваться, что стоит учитывать.
Еще большое распространение получили индукционные печи на лампах. Подобную конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
- Медная трубка применяется для создания индуктора, для чего ее сгибают по спирали. Концы также должны быть большими, что требуется для подключения устройства к источнику тока.
- Индуктор следует поместить в корпусе. Изготавливается он из термостойкого материала, который может отражать тепло.
- Проводится соединение каскадов ламп по схеме с конденсаторами и дросселями.
- Выполняется подключение неоновой лампы-индикатора. Она включается в схему для обозначения того, что устройство готово к работе.
- В систему подключают подстроечный конденсатор переменной емкости.
Важным моментом является то, как можно провести охлаждение системы. При работе практически всех индукционных печей основные элементы конструкции могут нагреваться до высокой температуры. Промышленное оборудование имеет систему принудительного охлаждения, которое работает на воде или антифризе. Для того чтобы создать конструкцию водяного охлаждения своими руками требуется довольно много средств.
В домашних условиях устанавливается система воздушного охлаждения. Для этого устанавливаются вентиляторы. Следует располагать их так, чтобы обеспечивать беспрерывный поток холодного воздуха к основным элементам конструкции печи.
Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.
Конструкция и принцип действия
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока , мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Установки, работающие с помощью магнитного поля, производятся в двух типах: с магнитным проводником и без магнитопровода. Первый тип приборов имеет в конструкции индуктор, заключенный в металлический корпус, обеспечивающий быстрое повышение температуры внутри обрабатываемого объекта. В печах второго типа магнитотрон находится снаружи установки.
Особенности индукционных приборов
От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
Индукционная печь может использоваться для плавления небольшого количества металла, разделения и очистки драгоценных металлов, для нагрева металлических изделий с целью их закалки или отпуска.
Кроме того, такие печи предлагается использовать для обогрева жилища. Индукционные печи имеются в продаже, но интересней и дешевле изготовить такую печь своими руками.
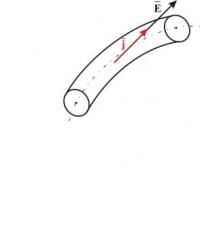
Принцип действия индукционной печи основан на разогреве материала с помощью вихревых токов.
Для получения таких токов используется так называемый индуктор, который представляет собой катушку индуктивности, содержащую всего несколько витков толстого провода.
Индуктор питается сети переменного тока 50 Гц (иногда через понижающий трансформатор) или от генератора высокой частоты.
Протекающий по индуктору переменный ток генерирует переменное магнитное поле, которое пронизывает пространство. Если в этом пространстве окажется какой-либо материал, то в нем будут наводиться токи, которые начнут нагревать этот материал. Если этот материал – вода, то у нее будет повышаться температура, а если это металл, то через некоторое время он начнет плавиться.
Индукционные печи бывают двух типов:
- печи с магнитопроводом;
- печи без магнитопровода.
Принципиальная разница между двумя этими типами печей состоит в том, что в первом случае индуктор расположен внутри плавящегося металла, а во втором – снаружи. Наличие магнитопровода увеличивает плотность магнитного поля, пронизывающего помещенный в тигель металл, что облегчает его нагревание.

Примером индукционной печи с магнитопроводом является канальная индукционная печь. Схема такой печи включает замкнутый магнитопровод из трансформаторной стали, на котором располагаются первичная обмотка – индуктор и кольцеобразный тигель, в котором располагается материал для плавления. Тигель изготавливается из жаропрочного диэлектрика. Питание такой установки осуществляется от сети переменного тока с частотой 50 Гц или генератора с повышенной частотой 400 Гц.
Такие печи используются для плавления дюраля, цветных металлов или получения высококачественного чугуна.
Большее распространение имеют тигельные печи, не имеющие магнитопровода. Отсутствие в печи магнитопровода приводит к тому, что магнитное поле, создаваемое токами промышленной частоты, сильно рассеивается в окружающем пространстве. И для того, чтобы увеличить плотность магнитного поля в диэлектрическом тигеле с материалом для плавления, необходимо использовать более высокие частоты. При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.

Схема изготовления индукционной печи
Как показали исследования, для обеспечения эффективного плавления металлов в тигельной печи желательно, чтобы частота питающего индуктор напряжения превышала резонансную частоту в 2-3 раза. То есть, такая печь работает на второй или третьей частотной гармонике. Кроме того, при работе на таких повышенных частотах происходит лучшее перемешивание сплава, что улучшает его качество. Режим с применением еще больших частот (пятой или шестой гармоники) может использоваться для поверхностной цементации или закалки металла, что связано с появлением скин-эффекта, то есть, вытеснением электромагнитного поля высокой частоты к поверхности заготовки.
Выводы по разделу:
- Существуют два варианта индукционной печи – с магнитопроводом и без магнитпровда.
- Канальная печь, относящаяся к первому варианту печей, более сложна по конструкции, но может питаться непосредственно от сети 50 Гц или сети повышенной частоты 400 Гц.
- Тигельная печь, относящаяся к печам второго типа, более проста по конструкции, но требует для питания индуктора генератора высокой частоты.
 Если печь – это отопительный прибор для практических нужд, то камин нужен для декора и уюта. , а также пример порядовки камина с аркой.
Если печь – это отопительный прибор для практических нужд, то камин нужен для декора и уюта. , а также пример порядовки камина с аркой.
О том, как правильно опдойти к выбору электрического котла отопления, читайте .
А здесь вы узнаете, как работает автоматика для газовых котлов отопления. Котлы по способу инсталляции и разновидности энергозависимых систем.
Конструкции и параметры индукционных печей
Канальная
 Одним из вариантов изготовления индукционной печи своими руками является канальная.
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.
Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.
 В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи. Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания. Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор. Тиристор работает в импульсном режиме.

Индукционная печь самостоятельного изготовления
Такие сверхвысокочастотные излучения могут негативно повлиять на здоровье человека. В соответствии с российскими нормами безопасности с высокочастотными колебаниями разрешается работать при плотности потока электромагнитной энергии не более 1-30 мВт/м². Для данного генератора, как показали расчеты, это излучение на расстоянии в 2,5 м от источника достигает 1,5 Вт/м². Такая величина является неприемлемой.
Схема генератора на МОП-транзисторах включает четыре МОП-транзистора типа IRF520 и IRFP450 и представляет собой двухтактный генератор с независимым возбуждением и индуктором, включенным в мостовую схему. В качестве задающего генератора используется микросхема типа IR2153. Для охлаждения транзисторов требуется радиатор не менее 400 см² и воздушный обдув.
Этот генератор может обеспечивать мощность питания до 1 кВт и менять частоту колебаний в пределах от 10 кГц до 10 МГц. Благодаря этому печь, использующая генератор такого типа, может работать как в режиме плавления, так и поверхностного нагрева.
 Печь длительного горения может работать на одной закладке от 10 до 20 часов. При изготовлении нужно учитывать особенности конструкции, чтобы она выдавала максимум тепла при минимальных затратах энергии. О том, как правильно собрать печь, читайте на нашем сайте.
Печь длительного горения может работать на одной закладке от 10 до 20 часов. При изготовлении нужно учитывать особенности конструкции, чтобы она выдавала максимум тепла при минимальных затратах энергии. О том, как правильно собрать печь, читайте на нашем сайте.
Возможно, вам будет интересно узнать о газовых обогревателях для гаража. Каким он должен быть, чтобы обеспечивалось тепло и безопасность, читайте в материале.
Использование для обогрева
 Для обогрева жилища печи такого типа, как правило, используются вместе с водогрейным котлом.
Для обогрева жилища печи такого типа, как правило, используются вместе с водогрейным котлом.
Одним из вариантов самодельного водогрейного котла индукционного типа является конструкция, нагревающая трубу с протечной водой с помощью индуктора, получающего питание от сети с помощью ВЧ сварочного инвертора.
Однако, как показывает анализ таких систем, из-за больших потерь энергии электромагнитного поля в диэлектрической трубе кпд подобных систем крайне низок. Кроме того, для обогрева жилища требуется очень большое количество электроэнергии, что делает такой обогрев экономически невыгодным.
Из данного раздела можно сделать выводы:
- Наиболее приемлемым вариантом изготовленной своими руками индукционной печи является тигельный вариант с генератором питания на МОП-транзисторах.
- Использование изготовленной своими руками индукционной печи для обогрева дома невыгодно экономически. В этом случае лучше приобрести заводскую систему.
Особенности эксплуатации
Важным вопросом использования печи индукционного типа является безопасность.Как уже говорилось выше, в печах тигельного типа используются источники питания высокой частоты.
Поэтому при эксплуатации индукционной печи индуктор необходимо располагать вертикально, перед включением печи на индуктор надо надевать заземленный экран. При включенной печи необходимо наблюдать за происходящими в тигле процессами на расстоянии, а после выполнения работ немедленно выключать ее.
При эксплуатации изготовленной своими руками индукционной печи необходимо:
- Принимать меры для защиты пользователя печью от возможного высокочастотного излучения.
- Учитывать возможность ожога индуктором.
При работе с печью необходимо учитывать и термическую опасность. Касание горячим индуктором кожи может вызвать сильный ожог.
На сегодняшний день современное производство металлических изделий требует повышенного качества изготавливаемых материалов без существенного повышения цены продукта. Мы предлагаем Вам купить промышленные индукционные тигельные плавильные печи для плавки металла по ценам от производителя, при помощи которых можно достичь таких требований.
В отличии от пламенных и дуговых индукционные плавильные установки сохраняют точность и однородность химического состава и имеют меньшую стоимость.
Компания Проминдуктор занимается производством и продажей промышленных индукционных тигельных плавильных печей, которые подходят для плавки любых видов металла: чугуна, стали, алюминия, меди, золота, платины и их сплавов.
При покупке у нас Вы получаете ряд преимуществ:
Наше производство и лучшие инженеры находятся в Китае, оборудование всегда есть в наличии на складе, бесплатная доставка по России, возможна доставка в страны СНГ. Позвоните нам и мы дадим профессиональные консультации в подборе.
Принцип работы индукционных печей для плавки металла
По принципу работы все индукционные плавильные установки напоминают трансформатор, в котором есть первичная и вторичная обмотка. Индуктор из медной трубы выполняет роль первичной обмотки, который имеет свое собственное водяное охлаждение. Роль вторичной обмотки выполняет металл (сталь, чугун, медь, алюминий) во время нагрева, заложенный в тигель. Под действием токов высокой частоты катушка образует электромагнитное поле в тигле, под воздействием которого происходит нагрев металла до максимальных температур за короткий период времени.
Промышленные индукционные тигельные печи нашего производства имеют возможность задать необходимую мощность нагрева для плавки металла в зависимости от его типа. Эта функция является неоспоримым преимуществом данного оборудования.
Устройство индукционной плавильной печи
Условно индукционные тигельные печи можно разделить на 2 составляющие:
Плавильная установка представляет собой опорный каркас из двух сваренных стоек с гидравлическими плунжерами и узловую составляющую индуктора. Установочный механизм выполнен из прокатных листов нержавейки. Катушка индуктора изготовлена из медной трубы, через которую также происходит охлаждение посредством холодной воды. Электричество и вода подключены к катушке при помощи гибких кабелей, которые соединены последовательно. При помощи гидравлических плунжеров обеспечивается наклон установки до 95°.
Все оборудование индукционной печи для плавки металла питается от частотного преобразователя тиристорного типа, который преобразовывает трехфазный ток в однофазный. Фронтовая панель имеет датчики защиты и оборудование, контролирующее работу преобразователя.
Регулировка частоты происходит в автоматическом режиме по заданной программе. На воронке слива установлены системы оповещения и контроля охлаждения процессов, а также уровня конденсации рабочей зоны.
Промышленные индукционные тигельные плавильные печи для плавки металла от компании ПРОМИНДУКТОР изготовлены по всем мировым стандартам и с использованием самых последних технологий.