Как спаять медные концы обмотки двигателя. Ремонт обмоток электродвигателя, их пропитка и сушка
Перед ремонтом внимательно осматривают обмотки, обращая особое внимание на места выхода обмотки из пазов статора. Замасленные места обмоток протирают обтирочным материалом, смоченным в бензине. Места обмотки с незначительными повреждениями изоляции (отслоение, механическое повреждение, оголение проводов и др.) покрывают изоляционным лаком или эмалью воздушной сушки, нанося лак щеткой или пульверизатором.
Оборванные, ослабленные или потерявшие механическую прочность бандажи осторожно снимают и бандажируют лобовые части обмоток, используя тафтяную ленту при изоляции обмотки класса нагревостойкости А и стеклоленту при изоляции классов Е, В и F. Бандаж укладывают по окружности лобовых частей обмотки через один или два паза с помощью специального шила (рис 4) с натяжением. Затем пропитывают бандажи одним из лаков или эмалей воздушной сушки.
Места выводных проводов обмотки статора электродвигателя с механическими повреждениями изоляции покрывают несколькими слоями изоляционной ленты. Выводные провода заменяют новыми, если их изоляция по всей длине имеет трещины, отслоения или механические повреждения, распространяющиеся на медную жилу. При замене снимают бандаж с лобовой части обмотки и рассоединяют поврежденный провод с выводами катушечной группы обмотки статора.
Рис. 4. Инструмент, применяемый при ремонте обмоток статоров электродвигателей:
в-шило для бандажирования лобовых частей обмоток; б-нож; в-- оправка для выбивания пазовых клиньев; г - приспособление для забивания пазовых клиньев.
Рис. 5. Соединение выводных проводов с проводами катушечных групп:
а - скрутка медных проводов; б- скрутка медного 1 провода с алюминиевым 2;
в-сварка медного 2 и алюминиевого 1 проводов; г - изолирование места соединения линоксиновой трубкой.
Если обмотка электродвигателя намотана медным проводом, то на длине 35-40 мм ножом (рис 4, б) зачищают концы проводов катушечных групп и выводного провода. Зачищенные концы скручивают скруткой, как это показано на рисунке 5а, причем длина скрутки не должна быть меньше 20-25 мм. Место скрутки проводов пропаивают припоем ПОС-30 или ПОС-40 или сваривают угольным электродом. При сварке один зажим трансформатора присоединяют.. к скрутке, а второй- к угольному электроду (рис5,в). Напряжение на дуге должно быть 16-18В.
Если обмотка электродвигателя выполнена алюминиевым проводом, то концы проводов катушечных групп зачищают на длине 70-80 мм, а конец медного выводного провода - на длине 50 мм. Зачищенные концы соединяют скруткой таким образом, чтобы все жилы медного провода находились внутри четырех-пяти витков алюминиевого провода и конец медного провода выступал над алюминиевым на 3-4 мм (рис 5б). Кисточкой наносят на торцевую поверхность скрутки флюс (канифоль-25%, спирт этиловый-75%) и оплавляют угольным электродом до получения качественного соединения проводов. Оплавление начинают с торцевой поверхности медного провода. После сваривания со скрутки удаляют остатки флюса.
Место соединения проводов изолируют, надев на скрутку линоксиновую трубку (рис5, г) или намотав несколько слоев изоляционной ленты. Затем бандажируют лобовые части обмотки, разместив витки бандажа через один или два паза по окружности лобовой части обмотки, и пропитывают лаком воздушной сушки.
Ослабленные пазовые клинья выбивают молотком с помощью оправки (рис. 4 в) и заменяют новыми из твердых пород дерева (сухой бук, береза и др.). Для забивания клиньев удобно пользоваться специальным приспособлением, состоящим из направляющей и наставки.(рис4,г).
При удалении и установке пазовых клиньев соблюдают осторожность, чтобы не повредить пазовую изоляцию и изоляцию лобовых частей обмотки.
Клинья, изготовленные в хозяйстве,на предприятии или полученные с завода-изготовителя, нужно обязательно пропитать и высушить.
Пропитывают клинья в течение 3-4 ч в трансформаторном или в льняном масле, нагретом до температуры 100-120° С, затем вынимают из масла и дают ему стечь в течение 20-30 мин. Сушат клинья в вертикальном положении 5-6 ч при температуре 100-110° С.
После забивания концы пазовых клиньев, выступающие за торцы статора, обрезают, оставляя с каждой стороны по 5-7 мм.
Для определения увлажнения изоляции обмоток статора и фазного ротора измеряют сопротивления изоляции обмоток относительно корпуса и между обмотками.
Рис. 6. Измерение сопротивления изоляции обмоток электродвигателей.
Рис 7 Шкаф для сушки обмоток электрических машин
Если сопротивление изоляции менее 1 МОм при температуре 15°С, обмотки электродвигателей подлежат сушке. Сушить обмотки электродвигателей рекомендуется в условиях участка технического обслуживания электрооборудования мастерской хозяйства или предприятия.
Применяется несколько способов сушки. Наиболее целесообразно в условиях участка сушить обмотки в сушильном шкафу при температуре 80-90° С в течение 7- 10 ч. Для сушки обмоток электродвигателей можно использовать шкаф ОП-4443 (рис.7). Крышка шкафа в открытом положении служит площадкой для установки электродвигателей при съеме с кран-балки или другого подъемного средства, а рольгангна крышке и внутри шкафа-для подачи двигателей в камеру шкафа.
Рис. 8. Схема токовой
сушки изоляции обмоток электрических машин (а):
1- обмотка; 2 - потенциал-регулятор
Схема сушки изоляции обмоток электрических машин потерями в стали (б):
1 - статор машины; 2 - намагничивающая обмотка.
Изоляция обмоток считается высушенной, если ее сопротивление при установившейся температуре не изменяется в течение 2-3 ч.
При сушке обмоток на месте установки электродвигателей обычно пользуются одним из трех способов нагрева: внешним нагревом (терморадиационный способ), нагревом током, пропускаемым через обмотки электродвигателя или индукционным нагревом.
Для сушки обмоток внешним нагревом в большинстве случаев применяют лампы инфракрасного излучения типа ЗС мощностью 250, 500, 1000 Вт, обычные осветительные лампы мощностью 100-250 Вт или трубчатые электронагреватели типа ТЭН. Лампы и трубчатые электронагреватели размещают в расточке статора так, чтобы обмотка нагревалась равномерно.Вовремя сушки контролируют температуру нагрева и сопротивление изоляции обмоток. Температуру нагрева контролируют термометром со шкалой 0-150° С, а сопротивление изоляции - мегомметром на 500 В. В начале сушки температуру измеряют через 15-30 мин, а после установления температуры-через каждый час. Температура обмотки в наиболее нагретом месте не должна превышать 90° С, а время нагрева обмоток до температуры 70-90° С должно быть не менее 2-2,5 ч. Для электродвигателей серии СХ допустимая температура обмоток при сушке составляет 110°С. Чтобы избежать рассеивания тепла, статор и ротор при сушке следует оградить листами из негорючегоматериала.
При сушке токовым нагревом заземляют корпус электродвигателя, обмотки статора соединяет последовательно или параллельно (рис. 8, а) и подключают к вторичной обмотке понижающего трансформатора.
В качестве понижающего трансформатора для сушки обмоток электродвигателей мощностью до 10 кВт можно использовать осветительные трансформаторы ТБС-2 или ОСО-0,25, а для электродвигателей большей мощности - сварочные трансформаторы. Перед началом сушки с помощью реостата или регулятора устанавливают силу тока в обмотках электродвигателя, равную 60-80% его номинального значения. При сушке контролируют температуру нагрева обмоток и сопротивление изоляции.
Чтобы избежать пробоя изоляции, сушить токовым методом можно только обмотки электродвигателей, сопротивление изоляции которых не менее 0,1 МОм. Особенно опасно сушить постоянным током обмотки с низким сопротивлением изоляции, так как при сушке может возникнуть электролитическое действие тока.
Для сушки обмоток индукционным нагревом на станину статора наматывают намагничивающую обмотку (рис.8,б). Обмотки электродвигателя нагреваются за счет тепловых потерь, возникающих вследствие нагрева магнитопровода.
Ремонт обмоток электрических машин
Обмотка является одной из наиболее важных частей электрической машины. Надежность машин в основном определяется качеством обмоток, поэтому к ним предъявляются требования электрической и механической прочности, нагревостойкости, влагостойкости.
Подготовка машин к ремонту заключается в подборе обмоточных проводов, изоляционных, пропиточных и вспомогательных материалов.
Технология капитального ремонта обмоток электрических машин включает следующие основные операции:
разборка обмотки;
очистка пазов сердечника от старой изоляции;
ремонт сердечника и механической части машины;
очистка катушек обмотки от старой изоляции;
подготовительные операции для изготовления обмотки;
изготовление катушек обмотки;
изолирование сердечника и обмоткодержателей;
укладывание обмотки в паз;
пайка соединений обмотки;
крепление обмотки в пазах;
сушка и пропитка обмотки.
Ремонт обмоток статоров. Изготовление обмотки статора начинают с намотки отдельных катушек на шаблоне. Чтобы правильно выбрать размер шаблона, необходимо знать основные размеры катушек, главным образом их прямолинейной и лобовой частей. Размеры катушек обмотки демонтируемых машин определяют путем замеров старой обмотки.
Катушки всыпных обмоток статоров изготавливают обычно на универсальных шаблонах (рис. 5).
Такой шаблон представляет собой стальную плиту 1, которая при помощи
приваренной к ней втулки 2 соединяется со шпинделем намоточного станка. Плита имеет форму трапеции.
Рисунок 5 - Универсальный намоточный шаблон:
1 -- плита; 2 -- втулка; 3 -- шпилька; 4 -- ролики
В ее прорези установлены четыре шпильки, закрепленные гайками. При намотке катушек разной длины шпильки перемещают в прорезях. При намотке катушек разной ширины шпильки переставляют с одних прорезей в другие.
В обмотках статора машин переменного тока обычно несколько соседних катушек соединяют последовательно, и они образуют катушечную группу. Чтобы избежать лишних паечных соединений, все катушки одной катушечной группы наматывают цельным проводом. Поэтому на шпильки 3 надевают ролики 4, выточенные из текстолита или алюминия. Число желобков на ролике равно наибольшему числу катушек в катушечной группе, размеры желобков должны быть такими, чтобы в них могли поместиться все проводники катушки.
Катушки двухслойной обмотки укладывают в пазы сердечника группами, как они были намотаны на шаблоне. Провода распределяют в один слой и кладут стороны катушек, которые прилегают к пазу. Другие стороны катушек не укладывают в пазы до тех пор, пока не будут уложены нижние стороны катушек во все пазы. Следующие катушки кладут одновременно верхними и нижними сторонами.
Между верхними и нижними сторонами катушек в пазах устанавливают изоляционные прокладки из электрокартона, согнутого в виде скобочки, а между лобовыми частями -- из лакоткани или листов картона с наклеенными на них кусочками лакоткани.
Изготовление обмотки с закрытыми пазами имеет ряд особенностей. Пазовую изоляцию таких обмоток делают в виде гильз из электрокартона и лакоткани. Предварительно по размерам пазов машины изготовляют стальной дорн, который представляет собой два встречных клина. Дорн должен быть меньше паза на толщину гильзы. Затем по размерам старой гильзы нарезают заготовки из электрокартона и лакоткани на полный комплект гильз и приступают к их изготовлению. Нагревают дорн до 80 - 100 °С и плотно обертывают заготовкой, пропитанной лаком. Сверху на заготовку вполнахлестку плотно укладывают хлопчатобумажную ленту. После охлаждения дорна до температуры окружающей среды разводят клинья и снимают готовую гильзу. Перед намоткой помещают гильзы в пазы статора, а затем заполняют их стальными прутками, диаметр которых должен быть на 0,05 - 0,1 мм больше диаметра изолированного обмоточного провода. От бухты отрезают кусок провода, необходимый для намотки одной катушки. Длинный провод усложняет намотку, при этом нередко повреждается изоляция из-за частой протяжки его через паз.
Изоляцию лобовых частей обмотки машин на напряжение до 660 В, предназначенных для работы в нормальной среде, выполняют стеклолентой ЛЭС, причем каждый следующий слой полуперекрывает предыдущий. Каждую катушку группы обматывают, начиная от торца сердечника. Сначала обматывают лентой часть изоляционной гильзы, которая выступает из паза, а затем часть катушки до конца выгиба. Середины головок группы обматывают стеклолентой вполнахлестку. Конец ленты закрепляют на головке клеем или плотно пришивают к ней. Провода обмотки, которые лежат в пазе, удерживают с помощью пазовых клиньев, изготавливаемых из бука, березы, пластмассы, текстолита или гетинакса. Клин должен быть на 10 - 15 мм длиннее сердечника и на 2 - 3 мм короче пазовой изоляции и толщиной не менее 2 мм. Для влагоустойчивости деревянные клинья "варят" 3 - 4ч в олифе при 120 - 140 °С.
Клинья забивают в пазы средних и малых машин молотком и с помощью деревянной надставки, а в пазы крупных машин -- пневматическим молотком. Затем собирают схему обмотки. Если фаза обмотки намотана отдельными катушками, их последовательно соединяют в катушечные группы.
За начало фаз принимают выводы катушечных групп, которые выходят из пазов, расположенных около выводного щитка. Эти выводы отгибают к корпусу статора и предварительно соединяют катушечные группы каждой фазы, скручивают зачищенные от изоляции концы проводов катушечных групп.
После сборки схемы обмотки проверяют электрическую прочность изоляции между фазами и на корпус, а также правильность ее соединения. Для этого используют самый простой способ -- кратковременно подключают статор к сети (127 или 220 В), а затем к поверхности его расточки прикладывают стальной шарик (от шарикоподшипника) и отпускают его. Если шарик вращается по окружности расточки, значит схема собрана правильно. Такую проверку можно также осуществить с помощью вертушки. В центре диска из жести пробивают отверстие, укрепляют его гвоздем на торце деревянной планки, а затем эту вертушку помещают в расточку статора, который подключен к электрической сети. Если схема собрана правильно, диск будет вращаться.
Бандажирование роторов и якорей
При вращении роторов и якорей электрических машин возникают центробежные силы, стремящиеся вытолкнуть обмотку из пазов и отогнуть ее лобовые части. Чтобы противодействовать центробежным силам и удержать обмотку в пазах, используют расклиновку и бандажирование обмоток роторов и якорей.
Применение способа крепления обмоток (клиньями или бандажами) зависит от формы пазов ротора или якоря. При открытой форме пазов используют бандажи или клинья. Пазовые части обмоток в сердечниках якорей и роторов закрепляют при помощи клиньев или бандажей из стальной бандажной проволоки либо стеклоленты, а также одновременно клиньями и бандажами; лобовые части обмоток роторов и якорей -- бандажами. Надежное крепление обмоток имеет важное значение, поскольку необходимо для противодействия не только центробежным силам, но и динамическим усилиям, воздействию которых подвергаются обмотки при редких изменениях в них тока. Для бандажирования роторов применяют стальную луженую проволоку диаметром 0,8 -- 2 мм, обладающую большим сопротивлением на разрыв.
Перед намоткой бандажей лобовые части обмотки осаживают ударами молотка через деревянную прокладку, чтобы они ровно располагались по окружности. При бандажировании ротора пространство под бандажами предварительно покрывают полосками электрокартона, чтобы создать изоляционную прокладку между сердечником ротора и бандажом, выступающую на 1 -- 2 мм по обеим сторонам бандажа. Весь бандаж наматывают одним куском проволоки, без паек. На лобовых частях обмотки во избежание их вспучивания накладывают витки проволоки от середины ротора к его концам. При наличии у ротора специальных канавок проволоки бандажа и замки не должны выступать над канавками, а при отсутствии канавок толщина и расположение бандажей должны быть такими, какими они были до ремонта. Скобки, устанавливаемые на роторе, следует размещать над зубцами, а не над пазами, при этом ширина каждой из них должна быть меньше ширины верхней части зубца. Скобки на бандажах расставляют равномерно по окружности роторов с расстоянием между ними не более 160 мм. Расстояние между двумя соседними бандажами должно быть 200--260 мм. Начало и конец бандажной проволоки заделывают двумя замочными скобками шириной 10--15 мм, которые устанавливают на расстоянии 10 -- 30 мм одна от другой. Края скобок завертывают на витки бандажа и. запаивают припоем ПОС 40.
Полностью намотанные бандажи для увеличения прочности и предотвращения их разрушения центробежными усилиями, создаваемыми массой обмотки при вращении ротора, пропаивают по всей поверхности припоем ПОС 30 или ПОС 40. Пайку бандажей производят электродуговым паяльником с медным стержнем диаметром 30 -- 50 мм, присоединяемым к сварочному трансформатору. В ремонтной практике нередко проволочные бандажи заменяют выполненными стеклолентами из однонаправленного (в продольном направлении) стеклянного волокна, пропитанного термореактивными лаками. Для наматывания бандажей из стеклоленты применяют то же оборудование, что и для бандажирования стальной проволокой, но дополненное приспособлениями в. виде натяжных роликов и укладчиков ленты.
В отличие от бандажирования стальной проволокой ротор до наматывания на него бандажей из стеклоленты прогревают до 100 °С. Такой прогрев необходим потому, что при наложении бандажа на холодный ротор остаточное напряжение в бандаже при его запекании снижается больше, чем при бандажировании нагретого. Сечение бандажа из стеклоленты должно не менее чем в 2 раза превосходить сечение соответствующего бандажа из проволоки. Крепление последнего витка стеклоленты с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитана стеклолента. При бандажировании обмоток роторов стеклолентой не применяют замки, скобки и подбандажную изоляцию что является преимуществом этого способа.
Балансировка роторов и якорей
Отремонтированные роторы и якоря электрических машин подвергают статической, а при необходимости и динамической балансировке в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора или якоря, являющейся частой причиной возникновения вибрации при работе машины.
Ротор и якорь состоят из большого количества деталей и поэтому распределение масс в них не может быть строго равномерным. Причины неравномерного распределения масс -- разная толщина или масса отдельных деталей, наличие в них раковин, неодинаковый, вылет лобовых частей обмотки и др. Каждая из деталей, входящих: в состав собранного ротора или якоря, может быть неуравновешенной вследствие смещения ее осей инерции от оси вращения. В собранном роторе и якоре неуравновешенные массы, отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться. Роторы и якоря, у которых главная центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Неуравновешенность, как правило, складывается из суммы двух неуравновешенностей -- статической и динамической. Вращение статически и динамически неуравновешенного ротора и якоря вызывает вибрацию, способную разрушить подшипники и фундамент машины. Разрушающее воздействие неуравновешенных роторов и якорей устраняют путем их балансировки, которая заключается в определении размера и места неуравновешенной массы. Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от требуемой точности уравновешивания, которой можно достигнуть на имеющемся оборудовании. При динамической балансировке получаются более высокие результаты компенсации неуравновешенности (меньшая остаточная неуравновешенность), чем при статической.
Для определения неуравновешенности ротор выводят из равновесия легким толчком. Неуравновешенный ротор (якорь) будет стремиться возвратиться в такое положение, при котором его тяжелая сторона окажется внизу. После остановки ротора отмечают мелом место, оказавшееся в верхнем положении. Прием повторяют несколько раз, чтобы проверить, останавливается ли ротор (якорь) всегда в этом, положении. Остановка ротора в одном и том же положении указывает на смещение центра тяжести.
В отведенное для балансировочных грузов место (чаще всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их с помощью замазки. После этого повторяют прием балансировки. Прибавляя или уменьшая массу грузов, добиваются остановки ротора в любом, произвольно взятом положении. Это означает, что ротор статически уравновешен, т. е. его центр тяжести совмещен с осью вращения. По окончании балансировки пробные грузы заменяют одним такого же сечения и массы, равной массе пробных грузов и замазки и уменьшенной на массу части электрода, которая пойдет на приварку постоянного груза. Неуравновешенность можно компенсировать высверливанием соответствующей части металла с тяжелой стороны ротора.
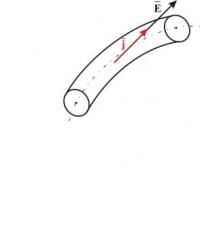
Более точной, чем на призмах и дисках является балансировка на специальных весах. Балансируемый ротор устанавливают шейками вала на опоры рамы, которая может поворачиваться вокруг своей оси на некоторый угол пoвoрачивая балансируемый ротор, добиваются наибольшего показания индикатора J, которое будет при условии расположения центра тяжести ротора.
Добавлением к грузу дополнительного груза--рамки с делениями добиваются уравновешивания ротора, которое определяют по стрелке индикатора. В момент уравновешивания стрелка совмещается с нулевым делением.
Если повернуть ротор на 180, его центр тяжести приблизится к оси качания рамы на двойной эксцентриситет смещения центра тяжести ротора относительно его оси. Об этом моменте судят по наименьшему показанию индикатора. Ротор уравновешивают вторично передвижением грузовой рамки по линейке со шкалой, отградуированной в граммах на сантиметр. О величине неуравновешенности судят по показаниям шкалы весов.
Статическая балансировка применяется для роторов, вращающихся с частотой, не превышающей 1000 об/мин. Статически уравновешенный ротор (якорь) может иметь динамическую неуравновешенность, поэтому роторы, вращающиеся с частотой выше 1000 об/мин, чаще всего подвергают динамической балансировке, при которой одновременно устраняются оба вида неуравновешенностей -- статическая и динамическая.
Закрепив постоянный груз, ротор подвергают проверочной балансировке и при удовлетворительных результатах передают в сборочное отделение для сборки машины.
Сборка и испытание электрических машин Сборка -- завершающий этап ремонта электрической машины, в процессе которого соединяют ротор со статором при помощи подшипниковых щитов с подшипниками и собирают остальные детали машины. Как правило сборка любой машины ведется в последовательности, обратной разборке.
Сборку машины ведут в такой последовательности, чтобы каждая устанавливаемая деталь постепенно приближала ее к собранному состоянию и в то же время не вызывала необходимости переделок и повторения операции.
Технологическая последовательность выполнения основных сборочных
Сборку машины постоянного тока П-41 (рис. 6) производят следующим образом. Надевают на главные полюса катушки возбуждения, устанавливают полюса с катушками в станине 16 согласно маркировке, сделанной при разборке, и крепят их болтами. Проверяют шаблоном расстояния между полюсными наконечниками, штихмасом -- расстояния между противоположными полюсами.

Рисунок 6 - Машина постоянного тока П-41
Надевают на добавочные полюса 13 катушки, вставляют полюса с катушками в станину 16 согласно маркировке, сделанной при разборке, и крепят их болтами. Проверяют шаблоном расстояния между полюсными наконечниками главных и добавочных полюсов, а штихмасом -- расстояния между противоположными добавочными полюсами. Соединяют катушки главных и добавочных полюсов согласно схеме соединений. Проверяют полярность главных и, добавочных полюсов, а также величину вылета обмотки 12, расположенной в сердечнике 14 якоря. Насаживают на вал 7 вентилятор согласно пометкам, сделанным при разборке. Закладывают консистентную смазку в лабиринтовые канавки. Надевают на вал внутренние крышки 2 и 20 подшипников. Нагревают шарикоподшипники в масляной ванне или индукционным методом и насаживают их на вал с помощью приспособления, Закладывают в подшипники консистентную смазку. Вводят якорь в станину, пользуясь приспособлением. Собирают траверсу 6 вместе со щеткодержателями на приспособлении и притирают щетки. Привинчивают траверсу со щеткодержателями к подшипниковому щиту 5 и поднимают щетки из гнезд щеткодержателей. Надвигают на шарикоподшипник задний подшипниковый щит 18, приподнимают якорь за конец вала и надвигают подшипниковый щит на замок станины. Ввертывают болты подшипникового щита в отверстия торца станины, не затягивая их до отказа. Надвигают на шарикоподшипник 3 передний подшипниковый щит 5. Приподнимают якорь и вводят подшипниковый щит в замок станины. Ввертывают болты подшипникового щита в отверстия торца станины, не затягивая их до отказа. Проверяют легкость вращения якоря, постепенно затягивая болты подшипниковых щитов. Надевают крышку 4 шарикоподшипника и стягивают крышки 4 и 2 болтами. Закладывают консистентную смазку в лабиринтовые канавки. Надевают крышку 19 шарикоподшипника и крепят крышки 19 и 20 болтами. Проверяют легкость вращения якоря, вращая его за конец вала. Опускают щетки на коллектор. Проверяют расстояния между щетками разных пальцев по окружности коллектора и сдвиг щеток по длине коллектора. Проверяют расстояния между коллектором и щеткодержателями. Собирают зажимы 7 на дощечке 9 в коробке 8 и крепят к ней конденсаторы 10. Устанавливают собранную дощечку зажимов на переднем подшипниковом щите 5. Производят электрические соединения согласно схеме. Проверяют щупами расстояния между якорем и полюсами. Подводят к зажимам провода питания от сети. Производят пробную обкатку машины. В процессе обкатки проверяют работу щеток и подшипников. Щетки должны работать без искрения, подшипники -- без шума. Окончив обкатку, закрывают коллекторные люки крышками. Отсоединяют провода питания и закрывают коробку зажимов крышкой. Сдают собранную машину мастеру или контролеру ОТК.
При выполнении сборочных работ электрослесарь должен помнить, что ротор электродвигателя, удерживаемый в центральном положении магнитным полем статора, должен иметь возможность перемещения («разбега») в осевом направлении. Это необходимо для того, чтобы вал ротора при малейшем смещении не стирал своими заточками торцы подшипников и не вызывал добавочных усилий или трении сопряженных частей машины. Величины осевого разбега, зависящие от мощности машины, должны быть: 2,5 -- 4 мм при мощности 10--40 кВт и 4,5 -- 6 мм при мощности 50--100 кВт.
У всех машин после ремонта проверяют нагрев подшипников и отсутствие в них посторонних шумов. У машин мощностью выше 50 кВт при частоте вращения более 1000 об/мин и у всех машин, имеющих частоту вращения свыше 2000 об/мин, измеряют величину вибрации.
Зазоры между активной сталью ротора и статора, измеренные в четырех точках по окружности, должны быть одинаковы. Размеры зазоров в диаметрально противоположных точках ротора и статора асинхронного электродвигателя, а также между серединами главных полюсов и якорем машины постоянного тока не должны отличаться более чем на ±10%.
Испытания электрических машин. В ремонтной практике встречаются главным образом следующие виды испытаний: до начала ремонта и в процессе его для уточнения характера неисправности; вновь изготовленных деталей машины; собранной после ремонта машины.
Испытания собранной после ремонта машины проводят по следующей программе:
проверка сопротивления изоляции всех обмоток относительно корпуса и между ними;
проверка правильности маркировки выводных концов;
измерение сопротивления обмоток постоянному току;
проверка коэффициента трансформации асинхронных двигателей с фазным ротором;
проведение опыта холостого хода; испытание на повышенную частоту вращения; испытание межвитковой изоляции; испытание электрической прочности изоляции.
В зависимости от характера и объема произведенного ремонта иногда ограничиваются выполнением лишь части перечисленных испытаний. Если испытания проводят до ремонта с целью выявления дефекта, то достаточно провести часть программы испытаний.
В программу контрольных испытаний асинхронных двигателей входят:
1) внешний осмотр двигателя и замеры воздушных зазоров между сердечниками;
2) измерение сопротивления изоляции обмоток относительно корпуса и между фазами обмоток;
3) измерение омического сопротивления обмотки в холодном состоянии;
4) определение коэффициента трансформации (в машинах с фазным ротором);
5) испытание машины на холостом ходу;
6) измерение токов холостого хода по фазам;
7) измерение пусковых токов в короткозамкнутых двигателях и определение кратности пускового тока;
8) испытание электрической прочности витковой изоляции;
9) испытание электрической прочности изоляции относительно корпуса и между фазами;
10)проведение опыта короткого замыкания;
11) испытание на нагрев при работе двигателя под нагрузкой.
В программу контрольных испытаний синхронных машин входят те же испытания за исключением п. 4, 7 и 10.
Контрольные испытания машин постоянного тока включают следующие операции:
внешний осмотр и измерение воздушных зазоров между сердечником якоря и полюсами;
измерение сопротивления изоляции обмоток относительно корпуса;
измерение омического сопротивления обмоток в холодном состоянии;
проверка правильности установки щеток на нейтралях;
проверка правильности соединения обмоток добавочных полюсов с
проверка согласованности полярностей катушек последовательного и параллельного возбуждений;
проверка чередования полярностей главных и добавочных полюсов;
испытание машины на холостом ходу;
испытание электрической прочности витковой изоляции;
испытание электрической прочности изоляции относительно корпуса;
испытание на нагрев при работе машины под нагрузкой.
ПАЙКА, ИЗОЛИРОВКА И УВЯЗКА СХЕМЫ ОБМОТКИ ЭЛЕКТРОДВИГАТЕЛЯ.
При изготовлении обмотки электродвигателя токоведущие части соединяют при помощи пайки или сварки.
Пайка - это процесс соединения металлов при помощи легкоплавкого металла или сплава, называемого припоем.
Для пайки соединяемые поверхности деталей очищают от окислов, жировых и других загрязнений и нагревают до определенной температуры, при этом указанные поверхности остаются в твердом состоянии.
Между спаиваемыми поверхностями вводится расплавленный припой, который, смачивая их, прочно скрепляет соединяемые части после затвердевания и охлаждения.
Сваркой называется способ соединения металлов за счет местного расплавления соединяемых частей.
Расплавление металла производится за счет тепла электрической дуги (электросварка) или тепла, образующегося при горении газа (газовая сварка).
Соединения, получаемые методом сварки, неразъемные. Спаянные детали можно разъединить на составные части, если нагреть место спайки до температуры плавления припоя.
Процесс пайки - это наиболее распространенный способ соединения деталей в электромашиностроении.
После укладки всех сторон катушек в пазы сердечников необходимо произвести соединение концов отдельных катушечных групп в фазы согласно схемы, указанной в чертеже. Для этого выводные концы отдельных катушек расправляют и подравнивают по длине, размечают согласно схеме, а затем конец одной катушки скручивают с началом другой.
К началу и концам фаз согласно схеме присоединяют выводные кабели, после чего производят пайку или сварку скруток:
Концы катушек, подлежащие сварке, скручивают между собой. К ним подводят один из концов сварочного однофазного трансформатора, второй конец трансформатора соединяют с угольным электродом. При касании электродом торцов свариваемых проводов возникает электрическая дуга, которая оплавляет концы проводов, соединяя их в единое целое.
Для защиты глаз от вредного воздействия на них дуги сварку необходимо производить в защитных сварочных очках.
При сварке возникновение электрической дуги и оплавление концов проводов происходят за доли секунды. Любая передержка дуги может привести к пережогу металла. Соединение становится хрупким и при изгибе проводов в процессе сборки схемы рядом с местом сварки провода могут обломиться. Вот почему некоторые заводы предпочитают не сваривать, а паять межкатушечные соединения припоем ПМФ.
Соединения концов катушечных групп между собой и с выводными кабелями изолируют двумя слоями стеклолакоткани, собирают по торцу схемы в один жгут, который после бандажировки стеклолентой привязывают к лобовым частям обмотки.
Выводные кабели без перекрещивания выводят наружу (при укладке обмотки в пакет, находящийся в статоре) или располагают по торцу схемы (при укладке обмотки в отдельный пакет).
Для удержания на роторе в процессе вращения лобовых частей всыпных обмоток их привязывают стеклолентой к специальным металлическим кольцам, сидящим на валу ротора.
В асинхронных электродвигателях общепромышленного применения мощностью до 100 кВт обмотки статоров по способу изготовления относятся к шаблонным обмоткам с мягкими катушками. Мягкие катушки укладывают в полузакрытые пазы отдельными проводниками, как бы всыпая в паз (всыпные обмотки).
Роторы сaмых распространенных асинхронных двигателей выполняются в виде «беличьей клетки» (короткозамкнутыми). Пазы ротора заполняют голыми неизолированными стержнями, концы которых (торцы) соединяют между собой кольцами или заливают алюминием с одновременным образованием замыкающих колец.
Изготовление всыпных обмоток статора. Как правило, поврежденные всыпные обмотки с проводом небольшого диаметра не ремонтируют, а заменяют новыми, которые изготавливают из круглого провода на намоточном станке с помощью различных шаблонов. Изоляцию паза выпускают на 10-15 мм над поверхностью расточки статора. После укладки в пазы всей обмотки выступающую часть изоляции срезают и загибают внутрь паза.
При двухслойной обмотке одну сторону катушки укладывают в нижнюю часть паза, вторую - в верхнюю часть паза, находящегося от первого паза на расстоянии, равном шагу обмотки. При замене одной поврежденной катушки поднимают верхние стороны всех катушек, находящихся между этими пазами.
При укладке всыпной обмотки следят за тем, чтобы провода не перекрещивались. Для этого расправляют проводники специальной фибровой пластинкой, проводя ею вдоль паза. Между слоями обмотки устанавливают изоляционную прокладку. После укладки обмотки паз заклинивают.
Ремонт стержневой обмотки фазных роторов. Если стержни разрушены, их заменяют новыми. У стержней большого сечения, как правило, восстанавливают изоляцию, для чего вычерчивают схему обмотки, отмечают концы поврежденного стержня и места его присоединения, вычерчивают форму изгиба лобовых частей. Распаивают концы поврежденного стержня, выпрямляют его лобовые части и пассатижами удаляют стержень, предварительно разогрев его электрическим током. .
Вынутые стержни освобождают от поврежденной изоляции обжигом. Поврежденную пазовую изоляцию заменяют новой такого же типа. Паз тщательно очищают. После укладки восстановленного стержня выгибают его лобовые части по шаблону ключами.
При изготовлении новых обмоток ротора или их peмoнте обращают особое внимание на равномерное расположение лобовых частей, обеспечивающих минимальный дисбаланс ротора.
Ремонт короткозамкнутой обмотки ротора. Чаще всего повреждается обмотка, изготовленная пайкой или сваркой, стержни которой соединены с короткозамкнутым кольцом. Повреждение ее проявляется в нарушении контакта между стержнями и короткозамыкающим кольцом, в появлении трещин, разрывов, усадочных раковин и подгаров.
Литые короткозамкнутые обмотки из алюминиевых сплавов более надежны. Если же они повреждаются, их удаляют выплавлением или химическим способом (в растворе каустической соды). В очищенные пазы ротора вновь заливают алюминий одним из следующих способов: статическим, центробежным, вибрационным или под давлением. Перезаливка роторов сложна, так как требует специального оборудования. Ее выполняют только на крупных ремонтных базах.
При ремонте обмоток электрических машин применяют специальный инструмент обмотчика.
Нормальная технология пропитки изоляции обмоток предусматривает предварительную сушку, пропитку лаками и окончательную сушку. Многократное пропитывание обмоток обеспечивает более высокое качество изоляции. Для создания влагонепроницаемой пленки и гладкой поверхности, на которой меньше скопляется пыль, чем на шероховатой, после окончательной пропитки и сушки обмотки покрывают покровным лаком или эмалью.
Предварительную сушку производят до полного удаления влаги из обмотки и выполняют в специальных сушильных шкафах при температуре воздуха 110-120 ˚С.
Существует несколько способов пропитки. Наиболее распространена для машин небольшой мощности пропитка погружением в пропиточный состав. После предварительной сушки статоры и роторы (якоря) с обмоткой охлаждают до температуры 60-70 ˚С и опускают в пропиточный бак с лаком. Якорь опускают вертикально, коллектором вверх так, чтобы петушки коллектора не доходили до поверхности лака в баке на 15 - 20 мм. Пропитку продолжают до тех пор, пока не перестанут выделяться пузырьки воздуха, что свидетельствует о заполнении лаком всех пор обмотки. Пропиточный лак применяют малой вязкости. Необходимая вязкость лака достигается добавлением растворителя.
После пропитки обмотку устанавливают на 15 - 20 мин на решетку, чтобы излишек лака стек в бак. За это время тщательно очищают тряпкой, смоченной в растворителе, сердечник, вал ротора, выводные концы и другие поверхности, где не должно быть лаковой плёнки. После этого пропитанную обмотку сушат в сушильном шкафу с целью удаления остатков растворителя из пор изоляции и запекания лаковой пленки. Изоляцию считают хорошо высушенной после пропитки, если ее лаковая пленка совершенно не липнет к пальцам.
Еще не остывшие после сушки лобовые части обмотки покрывают слоем покровного лака или эмали, которые наносят кистью или пульверизатором. После этого обмотки окончательно сушат в печах или на воздухе.
На ремонтных базах, имеющих специальное оборудование, применяют способы вакуумной пропитки и пропитки под давлением или же комбинируют эти способы, Они совершеннее описанного выше, но требуют более сложного оборудования.
Печи для сушки на разных ремонтных базах различны по конструкции. Но для них обязательна механизация подачи деталей машин и обмен воздуха, обеспечивающий удаление паров растворителя. Воздух в печи нагревают паром под высоким давлением или электрическим током в зависимости от энергетических возможностей предприятия.
Применяют сушку обмоток небольших электродвигателей инфракрасными лучами. Обмотку можно облучать непосредственно на участке ремонта лампами инфракрасного излучения ЗС-l, ЗС-2, ЗС-3, в которых 80-90 % подводимой электрической энергии преобразуется в энергию теплового излучения. Этот способ не требует громоздких и сложных сушильных печей и шкафов.
Для сушки можно применять и воздуходувки. В этом случае поток горячего воздуха направляют на станину, от нагрева которой нагревается и обмотка.
Распространен также индукционный способ сушки: за счет потерь в стали последняя нагревается и подсушивает обмотку. Различные способы сушки электродвигателя показаны на рисунок 2, а-в.
Рисунок 2 - Сушка обмоток электродвигателей:
а - лампами инфракрасного излучения, б - воздуходувкой, в - потерями в стали станины; 1 - двигатель, 2 лампы, 3 - временный шкаф (будка), 4 - воздуходувка с электроприводом, 5 - изолированный провод.
Наиболее сложным и ответственным вопросом ремонта электродвигателей является определение пригодности исправных обмоток для дальнейшей работы и установление вида и необходимого объема ремонта неисправных обмоток.
Определение пригодности обмоток
Типичными повреждениями обмоток являются повреждение изоляции и нарушение целостности электрических цепей. О состоянии изоляции судят по таким показателям, как сопротивление изоляции, результаты испытания изоляции повышенным напряжением, отклонения значений сопротивления постоянному току отдельных обмоток (фаз, полюсов и т. д.) друг от друга, от ранее измеренных значений или от заводских данных, а также по отсутствию признаков междувитковых замыканий в отдельных частях обмотки. Кроме того, при оценке учитывают общую продолжительность работы электродвигателя без перемотки и условия его эксплуатации.
Определение степени износа изоляции обмоток проводится на основании различных замеров, испытаний и оценки внешнего состояния изоляции. В отдельных случаях изоляция обмотки по внешнему виду и по итогам испытаний имеет удовлетворительные результаты и двигатель после ремонта сдается в эксплуатацию без ее ремонта. Однако, проработав небольшое время, машина выходит из строя по причине пробоя изоляции. Поэтому оценка степени износа изоляции машины является ответственным моментом в определении пригодности обмоток.
Признаком теплового старения изоляции является отсутствие ее эластичности, хрупкость, склонность к растрескиванию и изломам при довольно слабых механических воздействиях. Наибольшее старение наблюдается в местах повышенного нагрева, удаленных от наружных поверхностей изоляции. В связи с этим для исследования теплового износа изоляции обмоток необходимо местное вскрытие ее на полную глубину. Для исследования выбирают участки небольшой площади, расположенные в областях наибольшего старения изоляции, но доступные для надежного восстановления изоляции после вскрытия. Для обеспечения достоверности результатов исследования мест вскрытия изоляции должно быть несколько.
При вскрытии изоляцию исследуют послойно, многократно изгибая снятые участки и осматривая их поверхность через лупу. При необходимости сравнивают одинаковые образцы старой и новой изоляции из того же самого материала. Если изоляция при таких испытаниях ломается, шелушится и на ней образуются множественные трещины, то она должна быть заменена полностью или частично.
Признаками ненадежной изоляции являются также проникновение масляных загрязнений в толщу изоляции и неплотная запрессовка обмотки в пазу, при которой возможны вибрационные перемещения проводников или сторон секций (катушек).
Для определения неисправности обмоток используют специальные приборы. Так, для выявления витковых замыканий и обрывов в обмотках машин для проверки правильности соединения обмоток по схеме, для маркировки выводных концов фазных обмоток электрических машин используют электронный аппарат ЕЛ-1. Он позволяет быстро и точно обнаружить неисправность в процессе изготовления обмоток, а также после укладки их в пазы; чувствительность аппарата позволяет выявить наличие одного короткозамкнутого витка на каждые 2000 витков.
Если неисправности и повреждения имеются только у небольшой части обмоток, то назначают частичный ремонт. Однако в этом случае должна быть обеспечена возможность удаления неисправных частей обмотки без повреждения при этом исправных секций или катушек. В противном случае более целесообразен капитальный ремонт с полной заменой обмотки.
Ремонт обмоток статоров
Ремонт обмоток статоров проводят в случаях с трения изоляции, замыкания между проводами разных фаз и между витками одной фазы, замыкания обмотки на корпус, а также при обрывах или плохих контактах в паяных соединениях обмоток или секций. Объем ремонта зависит от общего состояния статора и характера неисправности. После определения неисправности статора выполняют частичный ремонт с заменой отдельных катушек обмотки или проводят полную перемотку.
В статорах асинхронных двигателей мощностью до 5 кВт единой серии применяются однослойные всыпные обмотки. Достоинства этих обмоток заключаются в том, что в каждом полузакрытом пазу укладывают провода одной катушки, укладка катушек в пазы является простой операцией, а коэффициент заполнения паза проводами очень высок. В статорах электрических машин мощностью 5-100 кВт применяют двухслойные всыпные обмотки при полузакрытой форме паза. Для асинхронных двигателей мощностью выше 100 кВт обмотки выполняют с катушками из прямоугольного провода. Статоры машин на напряжение выше 660 В обмотки наматывают проводами прямоугольного сечения.
Рис. 103. Шарнирный шаблон для намотки катушек:
1 - зажимная гайка; 2 - фиксирующая планка; 3 - шарнирная планка.
Способы изготовления и укладки в пазы статоров различны для обмоток из круглого или прямоугольного сечения проводов. Катушки из круглого провода наматывают на специальные шаблоны. Ручная намотка катушек требует больших затрат времени и труда. Чаще применяют механизированную намотку катушек на станках со специальными шарнирными шаблонами (рис. 103), с помощью которых можно наматывать катушки различных размеров. Эти же шаблоны позволяют наматывать последовательно все катушки, предназначенные на одну катушечную группу или на всю фазу.
Обмотки изготавливают из проводов марки ПЭЛБО (провод, эмалированный масляным лаком и покрытый одним слоем нитей из хлопчатобумажной пряжи), ПЭЛ (провод, эмалированный лаком на масляной основе), ПБД (провод, изолированный двумя слоями нитей из хлопчатобумажной пряжи), ПЭЛЛО (провод, изолированный масляным лаком и одним слоем лавсановых нитей).
Намотав катушечные группы, их перевязывают лентой и приступают к укладке в пазы. Для изоляции обмоток от корпуса в пазах используют пазовые гильзы, которые представляют собой однослойную или многослойную U-образную скобку из материала, подобранного в зависимости от класса изоляции. Так, для класса изоляции А применяют электрокартон и лакоткань, для нагревостойкой обмотки - гибкий миканит или стекломиканит.
Изготовление изоляции и укладка мягкой всыпной обмотки асинхронного электродвигателя
Блок-схема алгоритма и технологическая карта ремонта всыпной обмотки асинхронного электродвигателя приведена ниже.

Технология изготовления обмоток:
- Нарезать комплект полос изоляционного материала по размерам обмоточных данных. Загнуть на отрезанных полосах манжету с двух сторон. Изготовить комплект пазовых гильз.
- Очистить пазы статора от пыли и грязи. Вложить пазовую изоляцию на всю длину во все пазы.
- Нарезать комплект полос изоляционного материала и по размерам подготовить прокладки. Изготовить комплект прокладок для лобовых частей обмоток.
- Вложить в паз две пластины для защиты изоляции проводов от повреждения при их укладке. Ввести в расточку статора катушечную группу; расправить руками провода и вложить их в пазы Удалить из паза пластины Распределить равномерно провода в пазу фибровой палочкой. Вложить в паз междуслойную изоляционную прокладку. Осадить молоточком (топориком) уложенную катушку на дно паза При двухслойной обмотке - уложить вторую катушку в паз.
- Использовать готовые клинья из пластических материалов (пленки ПТЭФ и др.) или изготовить деревянные. Отрезать по размерам обмоточных данных деревянные заготовки. Определить их относительную влажность и высушить до относительной влажности 8 %. Пропитать деревянные клинья в олифе и высушить.
- Вложить клин в паз и при помощи молотка заклинить.
Обрезать острогубцами выступающие с торцов статора концы клиньев, оставив с каждой стороны концы по 5 - 7 мм Обрезать выступающие части изоляционных прокладок. - Вложить изоляционные прокладки в лобовые части обмоток между смежными катушками двух уложенных рядом групп разных фаз.
Отогнуть на 15-18° лобовые части катушек обмотки ударами молотка в сторону внешнего диаметра статора Проследить за плавным изгибом проводов катушки в местах выхода их из паза.
Порядок изготовления изоляции и укладки проводов обмотки может быть и другим. Например, изготовление пазовых гильз, междуслойных прокладок, изготовление деревянных клиньев может производиться до укладки обмоток, а затем порядок работ остается по настоящей схеме.
В технологии изготовления обмотки допущены некоторые обобщения по деталям.

Рис. 104. Укладка и изоляция двухслойной обмотки статора асинхронных двигателей:
пазовая (а) и лобовых частей обмотки (б):
1 - клин; 2, 5 - электрокартон; 3 - стеклоткань; 4 - хлопчатобумажная лента; 6 - хлопчатобумажный чулок.
Катушки двухслойной обмотки укладывают (рис. 104) в пазы сердечника группами так, как они были намотаны на шаблоне. Катушки укладывают в следующей последовательности. Провода распределяют в один слой и вкладывают те стороны катушек, которые прилегают к пазу. Другие стороны катушек вкладывают после того, как будут вложены нижние стороны катушек всех пазов, охватываемые шагом обмотки. Следующие катушки укладывают одновременно нижними и верхними сторонами с прокладкой в пазах между верхними и нижними сторонами катушек изоляционных прокладок из электрокартона, согнутых в виде скобы. Между лобовыми частями обмоток прокладывают изоляционные прокладки из лакоткани или листов картона с наклеенными на них кусками-лакоткани.

Рис. 105. Приспособление для забивки клиньев в пазы
После укладки обмотки в пазы края пазовых гильз загибают и забивают в пазы деревянные или текстолитовые клинья. Для предохранения клиньев 1 от поломки и защиты лобовой части обмотки применяют приспособление (рис. 105), состоящее из согнутой листовой стали обоймы 2, в которую свободно вставляют стальной стержень 3, имеющий форму и размер клина. Клин вставляют одним концом в паз, другим в обойму и загоняют его ударами молотка по стальному стержню. Длина клина должна быть больше длины сердечника на 10 - 20 мм и меньше длины гильзы на 2 - 3 мм; толщина клина - не менее 2 мм. Клинья проваривают в олифе при температуре 120-140 С в течение 3-4 ч.
После окончания укладки катушек в пазы и расклиновки обмотки собирают схему, начиная с последовательного соединения катушек в катушечные группы. За начала фаз принимают выводы катушечных групп, выходящие из пазов, расположенных поблизости вводного щитка электродвигателя. Выводы каждой фазы соединяют, предварительно зачистив концы проводов.
Собрав схему обмоток, проверяют электрическую прочность изоляции между фазами и на корпус. Отсутствие витковых замыканий в обмотке определяют с помощью аппарата ЕЛ-1.
Замена катушки с поврежденной изоляцией
Замену катушки с поврежденной изоляцией начинают со снятия изоляции межкатушечных соединений и бандажей, которыми прикреплены лобовые части катушек к бандажным кольцам, затем удаляют распорки между лобовыми частями, распаивают соединения катушек и выбивают пазовые клинья. Катушки нагревают постоянным током до температуры 80 - 90 °С. Верхние стороны катушек поднимают с помощью деревянных клиньев, осторожно отгибая их внутрь статора и привязывая к лобовым частям уложенных катушек киперной лентой. После этого вынимают из пазов катушку с поврежденной изоляцией. Старую изоляцию снимают и заменяют новой.
Если в результате витковых замыканий выгорели провода катушки, ее заменяют новой, намотанной из такого же провода. При ремонте обмоток из жестких катушек удается сохранить обмоточные провода прямоугольного сечения для восстановления.
Технология намотки жестких катушек значительно сложнее катушек всыпной обмотки. Провод наматывают на плоский шаблон, растягивают пазовые части катушек на равное расстояние между пазами. Катушки обладают значительной упругостью, поэтому для получения точных размеров их пазовые части прессуют, а лобовые части рихтуют. Процесс прессовки заключается в нагревании под давлением катушек, смазанных бакелитовым или глифталевым лаком. При нагреве связующие вещества размягчаются и заполняют поры изоляционных материалов, а после охлаждения они затвердевают и скрепляют провода катушек.
Перед укладкой в пазы катушки рихтуют с помощью приспособлений. Готовые катушки укладывают в пазы, нагревают до температуры 75 - 90 °С и осаживают легкими ударами молотка по деревянной осадочной планке. Так же рихтуют и лобовые части катушек. Нижние стороны лобовых частей привязывают к бандажным кольцам шнуром. Между лобовыми частями забивают прокладки. В пазы опускают подготовленные катушки, заклинивают пазы и соединяют пайкой межкатушечные соединения.
Ремонт обмоток роторов
В асинхронных двигателях применяют следующие виды обмоток: «беличьи клетки» с заливкой стержней алюминием или сваренные из медных стержней, катушечные и стержневые. Наиболее широко распространены «беличьи клетки», залитые алюминием. Обмотка состоит из стержней и замыкающих колец, на которых отлиты крылья вентиляторов.
Для удаления поврежденной «клетки» используют выплавку ее или растворение алюминия в 50%-ном растворе каустической соды в течение 2 - 3 ч. Заливают новую «клетку» расплавленным алюминием при температуре 750-780 °С. Ротор предварительно прогревают до 400-500 °С во избежание преждевременного застывания алюминия. Если ротор перед заливкой спрессован слабо, то при заливке алюминий может проникнуть между листами железа и замкнуть их, увеличив потери в роторе от вихревых токов. Недопустима также и слишком сильная прессовка железа, так как могут произойти обрывы вновь залитых стержней.
Ремонт «беличьих клеток» из медных стержней чаще всего проводят, используя старые стержни. Распилив соединения стержней «клетки» с одной стороны ротора снимают кольцо, а затем проделывают такую же операцию на другой стороне ротора. Маркируют положение кольца относительно пазов, чтобы совпали концы стержней и старые пазы при сборке. Стержни выбивают, осторожно ударяя молотком по алюминиевым подбойкам и рихтуют.
Стержни должны входить в пазы с помощью легкого удара молотка по текстолитовой подбойке. Рекомендуется одновременно вставлять все стержни в пазы и подбивать диаметрально противоположные стержни. Стержни пропаивают поочередно, предварительно разогрев кольцо до температуры, при которой медно-фосфорный припой легко плавится при поднесении его к месту соединения. Припаивая, следят за заполнением зазоров между кольцом и стержнем.
В асинхронных двигателях с фазным ротором способы изготовления и ремонт обмоток роторов мало чем отличаются от способов изготовления и ремонта обмоток статоров. Ремонт начинают со снятия схемы обмотки, фиксируют места расположения начала и концов фаз на роторе и расположение соединений между катушечными группами. Кроме того, эскизируют или записывают число и расположение бандажей, диаметр бандажной проволоки и число замков; количество и расположение балансировочных грузов; материал изоляции, число слоев ее на стержнях, прокладок в пазу, в лобовых частях и т. д. Изменение схемы соединений в процессе ремонта может привести к нарушению балансировки ротора. Небольшое нарушение балансировки при сохранении схемы после ремонта устраняется балансировочными грузами, которые крепятся к обмоткодержателям обмотки ротора.
После установления причин и характера неисправности решают вопрос о частичной или полной перемотке ротора. Бандажную проволоку разматывают на барабан. После снятия бандажей распаивают пайки в головках и снимают соединительные хомутики. Отгибают со стороны контактных колец лобовые части стержней верхнего слоя и вынимают эти стержни из паза. Очищают стержни от старой изоляции и выправляют их. Пазы сердечника ротора и обмоткодержателя очищают от остатков изоляции. Отрихтованные стержни изолируют, пропитывают лаком и сушат. Концы стержней облуживают припоем ПОС-ЗО. Пазовую изоляцию заменяют новой, укладывая коробочки и прокладки на дно пазов с равномерным вылетом из пазов с обеих сторон сердечника. После окончания подготовительных работ приступают к сборке обмоток ротора.

Рис. 106. Укладка катушки роторной обмотки:
а - катушка; б - открытый паз ротора с уложенной обмоткой.
В единой серии А асинхронных двигателей мощностью до 100 кВт с фазным ротором применяют петлевые двухслойные роторные обмотки из многовитковых катушек (рис. 106, а).
При ремонте обмотки вкладывают в открытые пазы (рис. 106, б). Используют также и ранее вынутые стержни обмоток ротора. С них предварительно удаляют старую и накладывают новую изоляцию. В этом случае сборка обмотки состоит из укладки стержней в пазы ротора, гибки лобовой части стержней и соединения стержней верхнего и нижнего рядов пайкой или сваркой.
После укладки всех стержней или готовых обмоток на стержни накладывают временные бандажи, испытывают на отсутствие замыкания на корпус; ротор сушат при температуре 80-100 °С в сушильном шкафу или печи. После сушки испытывают изоляцию обмотки, соединяют стержни, забивают клинья в пазы и бандажируют обмотки.
Часто в ремонтной практике бандажи выполняют из стекловолокна и запекают вместе с обмоткой. Сечение бандажа из стекловолокна увеличивают в 2 - 3 раза по отношению сечения проволочного бандажа. Крепление концевого витка стекловолокна с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитано стекловолокно. При этой конструкции бандажа отпадают такие элементы как замки, скобки и подбандажные изоляции. Приспособления и станки для намотки бандажей из стекловолокна используют те же, что и для намотки проволочных.
Ремонт обмоток якорей
Неисправности в обмотках якорей машин постоянного тока могут быть в виде соединения обмотки с корпусом, межвитковых замыканий, обрывов проводов и отпайки концов обмотки от коллекторных пластин.
Для проведения ремонта обмотки якорь очищают от грязи и масла, снимают бандажи, распаивают соединения с коллектором и удаляют старую обмотку. Для облегчения извлечения обмотки из пазов якорь прогревают при температуре 80 - 90 °С в течение 1 ч. Для подъема верхних секций катушек забивают шлифованный клин в паз между катушками, а для подъема нижних сторон катушек - между катушкой и дном паза. Пазы очищают и покрывают изоляционным лаком.
В якорях машин мощностью до 15 кВт с полузакрытой формой паза применяют всыпные обмотки, а для машин большей мощности при открытой форме паза - катушечные обмотки. Катушки выполняют из провода круглого или прямоугольного сечения. Наиболее широко распространены шаблонные якорные обмотки из изолированных проводов или медных шин, изолированных лакотканью или микалентой.
Секции шаблонной обмотки наматывают на универсальный шаблон в форме лодочки и затем растягивают, так как она должна лежать в двух пазах, расположенных по окружности якоря. После придания окончательной формы катушку изолируют несколькими слоями ленты, пропитывают два раза в изоляционных лаках, сушат и облуживают концы проводов для последующей пайки в коллекторных пластинах.
Изолированную катушку вкладывают в пазы сердечника якоря. Закрепляют в них специальными клиньями и присоединяют провода к пластинам коллектора пайкой припоем ПОС-30. Клинья прессуют из теплостойких пластичных материалов - изофлекса-2, тривольтерма, пленки ПТЭФ (полиэтилентерефталатные).
Соединение концов обмотки пайкой проводят очень внимательно, так как некачественное выполнение пайки приведет к местному увеличению сопротивления и повышению нагрева соединения при работе машины. Качество пайки проверяют осмотром места пайки и измерением переходного сопротивления, которое должно быть одинаковым между всеми парами пластин коллектора. Затем пропускают по обмотке якоря рабочий ток в течение 30 мин. При отсутствии дефектов в местах соединения должен отсутствовать повышенный местный нагрев.
Все работы по демонтажу бандажей, наложению бандажей из проволоки или стеклоленты на якорях машин постоянного тока проводятся в том же порядке, что и при ремонте обмоток фазных роторов асинхронных машин.
Ремонт полюсных катушек
Катушками полюсов называют обмотки возбуждения, которые по назначению разделяются на катушки главных и добавочных полюсов машин постоянного тока. Главные катушки параллельного возбуждения состоят из многих витков тонкого провода, а катушки последовательного возбуждения имеют небольшое количество витков из провода большого сечения, их наматывают из голых медных шин, уложенных плашмя или на ребро.
После определения неисправной катушки ее заменяют, собирая на полюсах катушку. Новые полюсные катушки наматывают на специальных станках с использованием каркасов или шаблонов. Полюсные катушки изготавливают намоткой изолированного провода непосредственно на изолированный полюс, предварительно очищенный и покрытый глифталевым лаком. К полюсу приклеивают лакоткань и обматывают его несколькими слоями микафолия, пропитанного лаком асбеста. После намотки каждый слой микафолия проглаживают горячим утюгом и протирают чистой тряпкой. На последний слой микафолия приклеивают слой лакоткани. Заизолировав полюс, на него надевают нижнюю изоляционную шайбу, наматывают катушку, надевают верхнюю изоляционную шайбу и расклинивают катушку на полюсе деревянными клиньями.
Катушки добавочных полюсов ремонтируют, восстанавливая изоляцию витков. Катушку очищают от старой изоляции, надевают на специальную оправку. Изолирующим материалом служит асбестовая бумага толщиной 0,3 мм, нарезанная в виде рамок по размеру витков. Количество прокладок должно быть равно количеству витков. С обеих сторон они покрываются тонким слоем бакелитового или глифталевого лака. Витки катушки раздвигают на оправке и вкладывают между ними прокладки. Затем стягивают катушку хлопчатобумажной лентой и прессуют. Прессовка катушки осуществляется на металлической оправке, на которую надевают изоляционную шайбу, затем устанавливают катушку, накрывают второй шайбой и сжимают катушку. Нагревая посредством сварочного трансформатора до 120 С, катушку дополнительно сжимают. Охлаждают ее в запрессованном положении до 25 - 30 °С. После снятия с оправки катушку охлаждают, покрывают лаком воздушной сушки и выдерживают при температуре 20 - 25 °С в течение 10 - 12 ч.

Рис. 107. Варианты изоляции сердечников полюсов и полюсных катушек:
1, 2, 4 - гетинакс; 3 - хлопчатобумажная лента; 5 - электрокартон; 6 - текстолит.
Наружную поверхность катушки изолируют (рис. 107) поочередно асбестовой и миканитовой лентами, закрепляемыми тафтяной лентой, которую затем покрывают лаком. Катушку насаживают на дополнительный полюс и расклинивают деревянными клиньями.
Сушка, пропитка и испытания обмоток
Изготовленные обмотки статоров, роторов и якорей подвергаются сушке в специальных печах и сушильных камерах при температуре 105-120 °С. С помощью сушки из гигроскопичных изоляционных материалов (электрокартон, хлопчатобумажные ленты) удаляется влага, которая препятствует глубокому проникновению пропиточных лаков в поры изоляционных деталей при пропитке обмотки.
Сушку проводят в инфракрасных лучах специальных электрических ламп, или с использованием горячего воздуха в сушильных камерах. После просушки обмотки пропитывают лаками БТ-987, БТ-95, БТ-99, ГФ-95 в специальных пропиточных ваннах. Помещения оборудуются приточно-вытяжной вентиляцией. Пропитка проводится в ванне, заполненной лаком и оборудованной подогревом для лучшей проникающей способности лака в изоляцию обмотки проводов.
С течением времени лак в ванне становится более вязким и густым, в связи с улетучиванием растворителей лаков. В результате этого сильно снижается их способность проникать в изоляцию проводов обмотки, особенно в тех случаях, когда провода обмотки плотно уложены в пазы сердечников. Поэтому при пропитке обмоток постоянно проверяют густоту и вязкость пропиточного лака в ванне и периодически добавляют растворители. Обмотки пропитывают до трех раз в зависимости от условий их эксплуатации.

Рис. 108. Приспособление для пропитки статоров:
1 - бак; 2 - труба; 3 - патрубок; 4 - статор; 5 - крышка; 6 - цилиндр; 7 - поворотная траверса; 8 - колонка.
Для экономии лака, расходуемого за счет прилипания к стенкам станины статора, применяют другой метод пропитки обмотки с использованием специального приспособления (рис. 108). Готовый к пропитке статор с обмоткой 4 устанавливают на крышку специального бака 1 с лаком, предварительно закрыв заглушкой коробку выводов статора. Между торцом статора и крышкой бака прокладывают уплотнение. В центре крышки имеется труба 2, нижний конец которой располагается ниже уровня лака в баке.
Для пропитки обмотки статора в бак по патрубку 3 подается сжатый воздух давлением 0,45 - 0,5 МПа, с помощью которого уровень лака поднимается до заполнения всей обмотки, но ниже верхней части кромки станины статора. По окончании пропитки выключают подачу воздуха и выдерживают статор примерно 40 мин (для слива остатков лака в бак), снимают заглушку с коробки выводов. После этого статор направляют в сушильную камеру.
Это же приспособление используют и для пропитки обмоток статора под давлением. Необходимость в этом возникает в тех случаях, когда в пазах статоров очень плотно уложены провода и при обычной пропитке (без давления лака) лак не проникает во все поры изоляции витков. Процесс пропитки под давлением заключается в следующем. Статор 4 устанавливается гак же как и в первом случае, но сверху закрывается крышкой 5. Сжатый воздух подается в бак 1 и цилиндр б, который прижимает крышку 5 к торцу станины статора через установленную прокладку уплотнения. Поворотная траверса 7, укрепленная на колонке 8, и винтовое соединение крышки с цилиндром позволяют использовать это приспособление для пропитки обмоток статоров различной высоты.
Пропиточный лак в резервуар подается из емкости, расположенной в другом, не пожароопасном помещении. Лак и растворители являются токсичными и пожароопасными и в соответствии с правилами охраны труда работа с ними должна проводиться в защитных очках, рукавицах, резиновом фартуке в помещениях, оборудованных приточно-вытяжной вентиляцией.
После окончания пропитки обмотки машин сушат в специальных камерах. Воздух, подаваемый в камеру принудительной циркуляцией, нагревается электрическими калориферами, газовыми или паровыми подогревателями. Во время сушки обмоток ведется непрерывный контроль за температурой в сушильной камере и температурой выходящего из камеры воздуха. В начале сушки обмоток температуру в камере создают несколько ниже (100-110 °С). При этой температуре удаляются растворители из изоляции обмоток и наступает второй период сушки - запекания лаковой пленки. В это время на 5-6 часов повышают температуру сушки обмоток до 140 °С (для класса изоляции Л). Если после нескольких часов сушки сопротивление изоляции обмоток остается недостаточным, то отключают подогрев и дают остыть обмоткам до температуры, на 10-15 °С превышающей температуру окружающего воздуха, после чего вновь включают подогрев и продолжают процесс сушки.
Процессы пропитки и сушки обмоток на энергоремонтных предприятиях совмещены и, как правило, механизированы.
В процессе изготовления и ремонта обмоток машин проводят необходимые испытания изоляции катушек. Испытательное напряжение должно быть таким, чтобы в процессе испытаний выявлялись дефектные участки изоляции и не повреждалась изоляция исправных обмоток. Так, для катушек напряжением 400 В испытательное напряжение недемонтированной из пазов катушки в течение 1 мин должно быть равно 1600 В, а после соединения схемы при частичном ремонте обмотки - 1300 В.
Сопротивление изоляции обмоток электродвигателей напряжением до 500 В после пропитки и сушки должно быть не менее 3 МОм для обмоток статора и 2 МОм - для обмоток ротора после полной перемотки и 1 МОм и 0,5 МОм соответственно после частичной перемотки. Эти значения сопротивлений изоляции обмоток рекомендованы, исходя из практики ремонта и эксплуатации отремонтированных электрических машин.